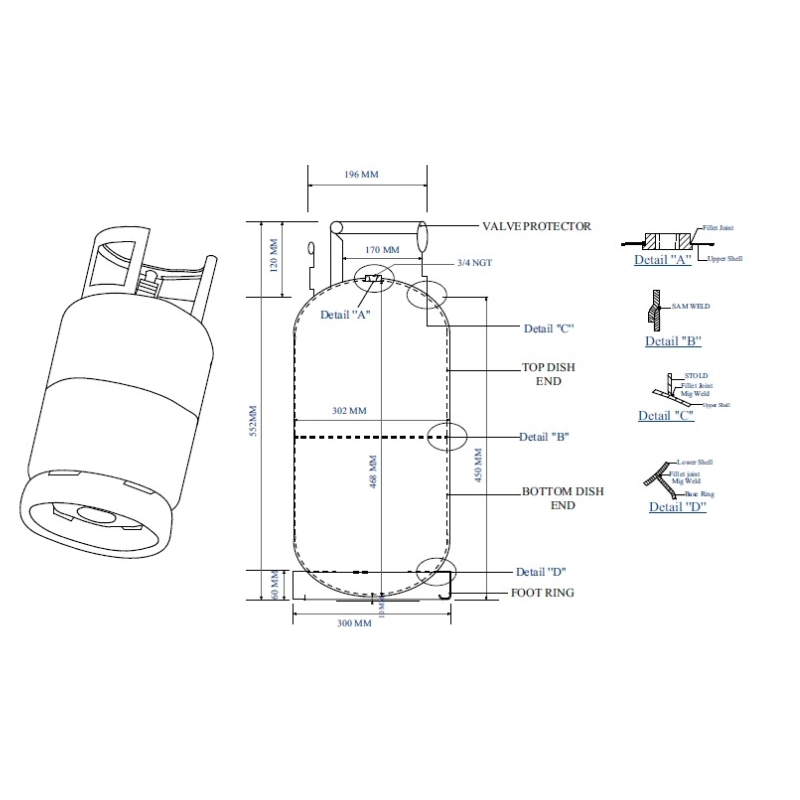
Cylinder capacity = 15 kgs
Tare weight (14.5 kgs – 15.5 kgs)
Cylinder total height | 552mm |
Base to bung height | 468mm |
Shroud Top Ring outer dia | 196mm |
Shroud Top Ring inner dia | 170mm |
Shell dia | 302mm |
Shroud height | 120mm |
Base ring height | 60mm |
Ground clearance | 10mm |
Bang to Top Ring Height | 68mm |
Base Ring dia outter | 300mm |
Base Ring dia inner | 265mm |
Cylinder depth | 450mm |
Thread size | ¾ NGT |